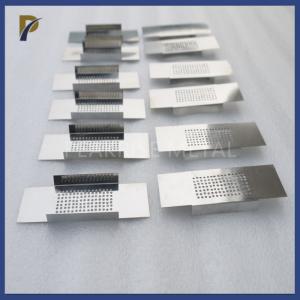
#315 #210 Stamping Molybdenum Boat
1. #315 #210 Stamping Molybdenum Boat Description:
The stamped molybdenum boat is stamped from molybdenum sheets. The stamped molybdenum sheets typically have a thickness of 0.2, 0.3, or 0.5 mm.
Stamping Molybdenum Boat is widely used in vacuum coating industries such as gold plating, evaporators, picture tube mirrors, heating containers, electron beam painting, mobile phones, toys and various decorations, as well as in the ship industry for sintering furnace sintering or vacuum annealing.
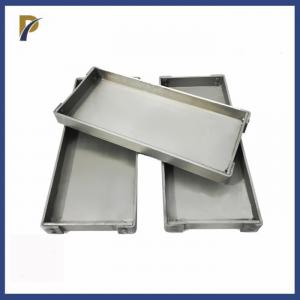
2. Common size of #315 #210 Stamping Molybdenum Boat:
| Type | Name | Size |
| #315 | Molybdenum boat (square bottom | Thickness 0.3mm,width15mm,Length 100mm |
| #210 | Molybdenum boats(square bottom) | Thickness 0.2mm,width10mm,Length 100mm |

3. Chemical of #315 #210 Stamping Molybdenum Boat:
| Grade | Main chemical content% | Impurity content(<%) |
| Mo | Ti | Zr | C | La2O3 | C | 0 | N | Fe | Ni | Si |
| Mo1 | Remain | — | — | — | — | 0.01 | 0.007 | 0.002 | 0.01 | 0.002 | 0.01 |
| TZM | Remain | 0.40~0.55 | 0.06~0.12 | 0.01~0.04 | — | — | 0.03 | 0.002 | 0.01 | 0.005 | 0.005 |
| MoLa | Remain | — | — | — | 0.4~1.2 | 0.01 | — | 0.002 | 0.01 | 0.002 | 0.01 |
4. Main characteristics of #315 #210 Stamping Molybdenum Boat:
High melting point (2610°C).
low thermal expansion.
High thermal conductivity.
low vapor pressure.
Excellent resistance to corrosion from molten metal and glass.
5. Points to note of #315 #210 Stamping Molybdenum Boat:
If the stamping molybdenum evaporation boat is used correctly, it can not only prolong its service life, but also bring us greater economic benefits!
In order to exert the performance of the stamping molybdenum evaporation boat and achieve a long service life, please pay attention to the following operating points:
1) The surface should remain flat and the two rows of fixtures should remain aligned;
2) To ensure strong electrical contact and heat conduction, use graphite paper on the end face or side;
3). To make it easier and more precisely gauge the temperature of the evaporation boat when the new boat is heated for the first time (note: this method is not applicable when using a triangle boat without a groove);
4). The aluminum wire's contact point should be situated between one-third and one-half the length of the boat;
5). The new boat should not heat up too quickly to avoid affecting the deflation;
6). When the new boat is used for the first time, the aluminum feeding speed should be gradually increased from the normal 75%, and the power should be gradually reduced to achieve a larger liquid aluminum spreading area.
Do you want to know more about our products?